Información Básica.
No. de Modelo.
DIN
tratamiento de la superficie
tin ticn tiain la mayoría de las p-desgaste
oem
personalización no estándar
application1
troquelado, equipo médico, automóviles
vida útil del molde
Disparos 200000-500000
plazo de entrega
3-20 días
acabado superficial
9 -14 uin ra
dureza
35HRC-85HRC.
proceso de tratamiento térmico
tratamiento en caliente al vacío nitrido baño de sal tratamiento térmico
Paquete de Transporte
Customized Bags and Boxes
Especificación
0.1mm-50mm
Marca Comercial
cungang
Origen
Zhejiang
Capacidad de Producción
500000 Pieces Per Year
Descripción de Producto



| Nombre del producto | troquel de pasador de perforación |
| Materiales | 45#,S50C,CR12/CR12MOV,SKD11,DC53,SKH-9,SKH-51,SKH-55, ASP23, ASP30, ASP60, CD650, 2210, YG15, YG8, V30, KD20, ETC. |
| Estándar | Hardware estándar/ piezas de plástico según MISUMI, DME, HASCO, FIBRO, CUMSA, LAS piezas NO estándar DE STRACK, DAYTON pueden diseñarse o personalizarse |
| Dureza | HRC58-60,HRC64-66,HRC88-90 |
| Tolerancia | ±0,001mm |
| Método de tratamiento térmico | Alta frecuencia de enfriamiento, tratamiento térmico por vacío, tratamiento de enfriamiento y temperado |
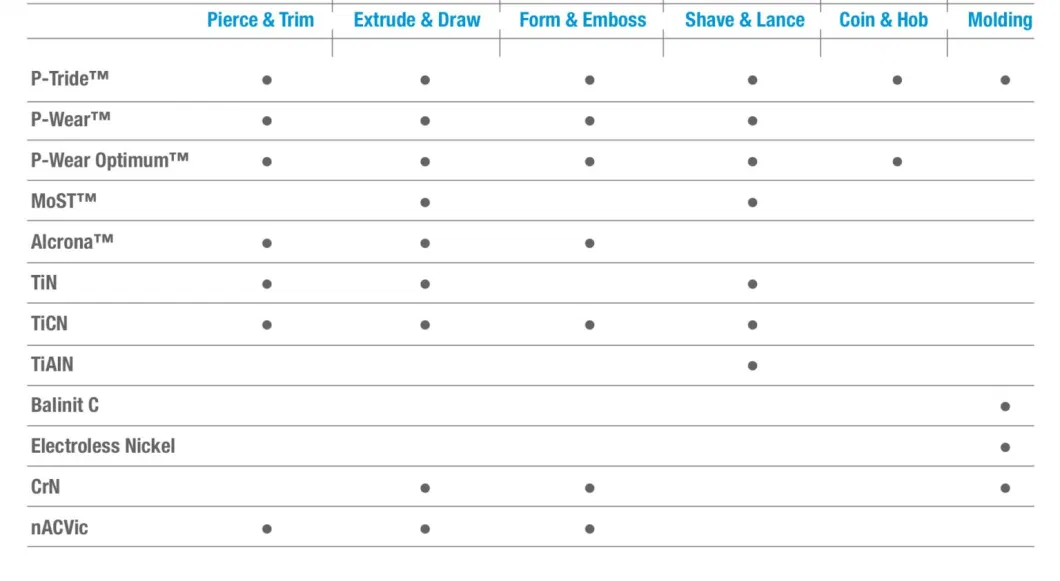
| Método de tratamiento de superficie | Titanio negro-chapado | titanio amarillo-chapado | cromado | níquel-chapado | P-Tride™ | P-Wear™ | P-Wear Extreme™ | Most™ | ALCRONA™ | Tin | TiCN | TiAIN BALINIT C | sin electrodos Níquel | CrN |
| Plazo de entrega | Muestreo: 3-5 días laborables, fabricación normal: 5-10 días laborables, diseño/fabricación compleja: 10-18 días laborables |

Los tratamientos de superficie resistentes al desgaste ofrecen grandes ventajas a las herramientas de estampado cuando se aplican adecuadamente. Aunque hay muchos tratamientos y procesos de superficie buenos para elegir, los revestimientos de deposición de vapor físico (PVD) son ideales y típicamente la mejor opción para usar en componentes de perforación de deslizamiento y encaje a presión de precisión.
La selección de la combinación de acero de herramienta de sustrato y tratamiento de superficie adecuada es fundamental para lograr una vida útil óptima de la herramienta. Los revestimientos PVD proporcionan una excelente resistencia a la abrasión y a la galga, al tiempo que mantienen la integridad de muchos aceros para herramientas de sustrato. Estos revestimientos funcionan mejor cuando se aplican a aceros para herramientas de alta velocidad como M-2, PM-M4 y T-15. Algunos grados seleccionados de acero para herramientas de trabajo en frío también pueden ser recubiertos con éxito siempre y cuando mantengan al menos 60 HRC cuando se templen a o por encima de 1.000 grados Fahrenheit.
Es importante tener en cuenta que el proceso PVD es un proceso de línea de visión, que puede limitar la capacidad de cubrir los contornos y características interiores. Para estas aplicaciones, se recomienda nitrurar, que endurece todas las superficies expuestas.
La selección de la combinación de acero de herramienta de sustrato y tratamiento de superficie adecuada es fundamental para lograr una vida útil óptima de la herramienta. Los revestimientos PVD proporcionan una excelente resistencia a la abrasión y a la galga, al tiempo que mantienen la integridad de muchos aceros para herramientas de sustrato. Estos revestimientos funcionan mejor cuando se aplican a aceros para herramientas de alta velocidad como M-2, PM-M4 y T-15. Algunos grados seleccionados de acero para herramientas de trabajo en frío también pueden ser recubiertos con éxito siempre y cuando mantengan al menos 60 HRC cuando se templen a o por encima de 1.000 grados Fahrenheit.
Es importante tener en cuenta que el proceso PVD es un proceso de línea de visión, que puede limitar la capacidad de cubrir los contornos y características interiores. Para estas aplicaciones, se recomienda nitrurar, que endurece todas las superficies expuestas.
A continuación se muestra una lista de tratamientos de superficie estándar que se ofrecen.
Hay revestimientos adicionales disponibles bajo petición.